難削材プレス加工.COM トップページ > 難削材プレスの事例(板厚減少の少ない加工)
板厚減少の少ない加工
絞り容器の板厚変化
絞り加工の特徴として、フランジ部では最初の板厚より厚さが増加し、パンチ底部付近では逆に板厚の減少をともないます。そのために表面にしわがよったり割れて破断が発生しやすくなります。
板厚1mmのアルミニウム材(難削材)を直径33mm、肩半径4mmのパンチを用いて絞り加工した場合の板厚変化はもっとも厚くなる箇所で30%・もっとも薄くなると箇所で▲15%も減少します。
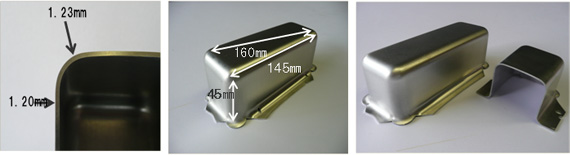
板厚変化を抑えた特殊絞り加工
当社では「対向液圧成形法」と30年間に培ったノウハウによって、板厚の増加減少を極力抑えた絞り加工が行えます。板厚1.25mmのアルミニウム材(難削材)の絞り加工でもっとも厚くなる箇所で1.6%もっとも薄くなる箇所で▲6.4%と大幅に板厚変化を抑え、ほぼ均一な絞り加工を行えます。
また、傷のつきやすいアルミニウム材でも表面キズも無く加工でき、従来切削機械加工でしか出来なかった製品(航空機部品)も当社の特殊絞り加工で製品化を実現し、大幅なコストダウンを行うことが出来ました。